t68镗床电气原理图(镗床电气的控制线路)
(一)相关理论知识
T68型卧式镗床有两台电动机,一台是双速电动机,它通过变速箱等传动机构带动主轴及花盘旋转,同时还带动润滑油浆,另一台电动机带动主轴的轴向进给,主轴箱的垂直进给,工作台的横向和纵向进给的快速移动。
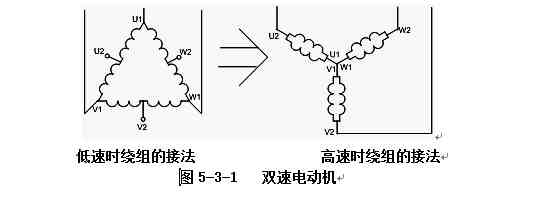
双速电动机属于异步电动机变极调速,是通过改变定子绕组的连接方法达到改变定子旋转磁场磁极对数,从而改变电动机的转速。
定子接线图如下
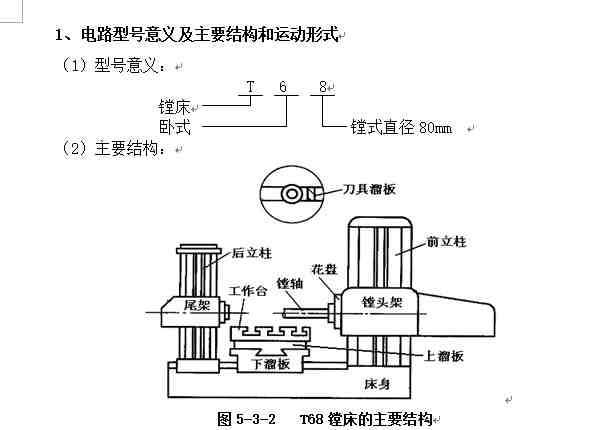
由床身、前立柱、镗头架、工作台,后立柱和尾架等组成。
床身是一个整体的铸件,在它的一端固定有前立柱, 在前立柱的垂直导轨上装有镗头架,镗头架可沿导轨上下移动。镗头架是集中地装有主轴部分,变速箱、进给箱与操纵机构组成。切削刀具固定在镗轴前端的锥形孔里,或装在花盘上的刀具溜板上。在工作程中,镗轴一面旋转,一面沿轴向作进给运动。而花盘只能旋转,装在其上的刀具溜板则可作垂直于主轴轴线方向的径向进给运动。镗轴和花盘主轴是通过单独的传动链传动,因此它们可以独立转动。
(3)运动方式:
1)主体运动:有主轴的旋转运动和花盘的旋转运动。
2)进给运动:有主轴的轴向进给,花盘刀具溜极的径向进给,镗头架(主轴箱)的垂直进给,工作台的横向进给,工作台的横向进给,工作台的纵向进给。
3)辅助运动:有工作台的旋转运动,后立住的水平移动和和尾架的垂直移动。
机床的主体运动及各种常速进给运动是由主轴电动机来驱动,但机床各部分的快速进给运动是由快速进给电动机来驱动。
2、电气控制要求
根据镗床的运动情况和工艺需要,镗床对电气控制提出如下要求:
(1)为适应各种工件加工工艺要求,主轴应在大范围内调速,多采用交流电动机驱动的滑移齿轮变速系统。镗床主拖动要求恒功率拖动,所以采用“ △ —YY”双速电动机。
(2)由于采用滑移齿轮变速,为防止顶齿现象,要求主轴系统变速时作低速断续冲动。
(3)为适应加工过程中调整的需要,要求主轴可以正,反向点动调整,这是通过主轴电动机低速点动来实现的。同时还要求主轴可以正,反向旋转,通过主轴电动机的正、反转来实现。
(4)主轴运动鞋低速时可以直接启动,在高速时控制电路要保证先接通低速经延时再接通高速以减小启动电流。
(5)主轴要求快速而准确的制动,所以必须采用效果好的停车制动。卧式镗床裳和反接制动(也采用电磁铁制动)
(6)由于进给部件独立,快速进给用另一台电机拖动。
3、T68型镗床的控制线路工作原理
(1)主电路分析:主拖动电动机M1和快速移动电动机M2,两台三相异步电动机驱动。M1用接触器KM1和KM2控制正反转,接触器KM3和KM4及KM5作三角形—双星形变速切换。M2用接触器KM6和KM7控制正反转。
(2)控制电路分析:
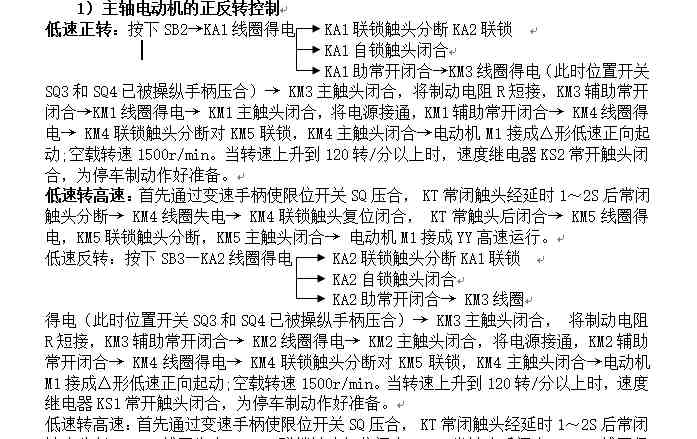
主轴电动机M1的控制
触头分断→ KM4线圈失电→ KM4联锁触头复位闭合, KT常触头后闭合→ KM5线圈得电,KM5联锁触头分断,KM5主触头闭合→电动机M1接成YY高速运行。
2)主轴电动机的点动控制(调整)
正转:按下SB4→ KM1线圈得电,KM1联锁触头分断对KM2联锁,KM1辅助常开触头闭合→ KM4线圈得电,KM4联锁触头分断对KM5联锁,KM1和KM4主触头闭合,由于KA1、KM3、KT都没有通电,电动机M1只能在△接法下串入电阻作低速转动,当松开SB4 KM1 、KM4线圈失电,因电路没有自锁作用,所以M1不会连续转动下去 和不能作反接制动。
反转:按下SB5→ KM2线圈得电,KM2联锁触头分断对KM2联锁,KM2辅助常开闭合 KM4线圈得电,KM4联锁触头分断,KM4主触头闭合,由于KA2、KM3、KT都没通电,电动机M1只能在△接法下串电阻作低速转动,当松开SB5→ KM2线圈失电,M1不会连续转动下去和不能作为反接制动。
3)主轴电动机M1的停车制动
假设电动机M1正转,当转速大到120转/分以上时,速度继电器KS2常开触头闭合,为停车制动作好准备。
按下SB1→ KA1、KM3、KT、KM4的线圈同时断电。
KM1线圈断电,KM1主触头分断,电动机M1断电作惯性运转。
因KS2常开触头以闭合→ KM2线圈得电,KM2辅助常开触头闭合→ KM4线圈得电,KM2、KM4主触头闭合→电动机M1串电阻R反接制动。
当电动机M1的转速降至120转/分以下时,速度继电器常开KS2常开触头断开,KM2线圈失电,KM2辅助常开分断→ KM4线圈失电,电动机M1停转,反接制动结束。
如果电动机M1反转,当转速达到120转/分以上时,速度继电器KS1常开触头闭合,为停车制动作好准备,动作过程与正转制动时相似。
4)主轴电动机M1的高、低速控制
主轴电动机低速运转定子绕组作△接法,n=1460转/分;高速时M1定子绕组接成YY,n=2880转/分。
选择电动机M1低速(△接法)运行,可通过变速手柄使变速行程开关SQ处于断开位置,时间继电器KT线圈断电,KM5线圈断电,电动机M1只能由接触器KM4接成△低速运行。
需要电动机高速运行,首先通过变速手柄使限位开关SQ压合,按下正转启动按钮SB2→ KA 线圈得电,KA1联锁触头分断,KA1自锁触头闭合,KA 1辅助常开闭合,KM3线圈得电,KM3辅助常开触头闭合,KT 线圈得电,KM1线圈得电,KM1联锁触头分断,KM1辅助常开闭合,KM4线圈得电,KM4联锁触头分断,电动机M1接成△低速运转,KT常闭触头经延时1~2S后常闭触头分断→ KM4线圈失电 → KM4联锁触头复合产合,KT常开触头后闭合→ KM5线圈得电,KM5联锁触头百思特网分断,百思特网KM5主触头闭合→电动机M1接成YY高速运行。
5)主轴变速及进给变速控制
主轴变速控制:主轴的各种转速是用变速操纵盘来调节变速、传动系统而取得。在需要变速时,可不必按停止按钮SB1,只要将主轴变速操纵盘的操纵手柄拉出,与变速手柄有机械联系的行程开关SQ3不再受压而分断,SQ3常开触头分断。SQ3常闭触头闭合,些时KM3和KM4线圈失电,KT线圈失电,KM1线圈失电→电动机M1,断电惯性运转,SQ3常闭已闭合,而速度继电器KS2常开触头早已闭合→ KM2 和 KM4线圈得电,KM2和KM4主触头闭合→电动机M1在低速状态下串电阻反接制动。当制动结束,KS2常开触分断时,M1停止运转,便可转动变速操纵盘进行变速,变速后,将手柄推回原位,使SQ3和SQ5触头恢复原位闭合,KM3,KM1,KM4线圈相继通电吸合,电动机M1启动主轴以新选定的转速运转。
变速时,若因齿轮卡住手柄推不上时,此时变速冲动开关SQ6被压合,速度继电器KS3的常闭已闭合→ KM1线圈得电,KM1 辅助常开闭合→ KM4常闭触头又分断,KM1,KM4线圈又失电,KM1,KM4主触分断,电动机M1又断电,当速度降到约40转/分时,KS3 常闭触头又闭合,KM1、KM4线圈再次得电,KM1、KM4主触头又闭合→电动机M1再次启动运转,电动机M1的转速在40~120转/分范围内重复动作,直至齿轮啮合后,才能推合变速操纵手柄,变速冲动才告结束。
快速进给电动机的控制
主轴的轴向进给,主轴箱的垂直进给,工作台的纵向横向进给等的快速移动,是由电动机M2通过齿轮,齿条等来完成的。快速手柄板到正向快速位置时,压合行程开关SQ8,SQ8常闭分断,SQ8常开闭合→ KM6线圈得电→ KM6联锁触头分断,KM6主触头闭合,电动机M2正转启动,实现快速正向移动。将快速手柄扳到反向快速位置,行程开关SQ7被压合,SQ7常闭触分断SQ7常开触头闭合→ KM7线圈得电→ KM7联锁触头分断,KM7主触头闭合→电动机M2反向快速移动。
(3)联锁保护装置
为了防止在工作台百思特网或主轴箱自动快速进给时又将主轴进给手柄板到自动快速进给的误操作,就采用了车工作台和主轴箱进给手柄有机械联接的行程开关SQ1,(在工作台后面)。当上述手柄板在工作台(或主轴)自动快速进给位置时,SQ1被压,SQ1常闭触头分断。同样,在主轴箱上还装有另一行程开关SQ2,它与主轴进给手柄有机械联接,当这个手柄动作时,SQ2受压,SQ2常闭触头分断。电动机M1和M2必须在SQ1,SQ2中至少有一个处于闭合状态下才能工作,如果两个手柄都处在进给位置时,SQ1和SQ2都断开,M1与M2就不能进行工作或自动停转,从而达到联锁保护的目的。
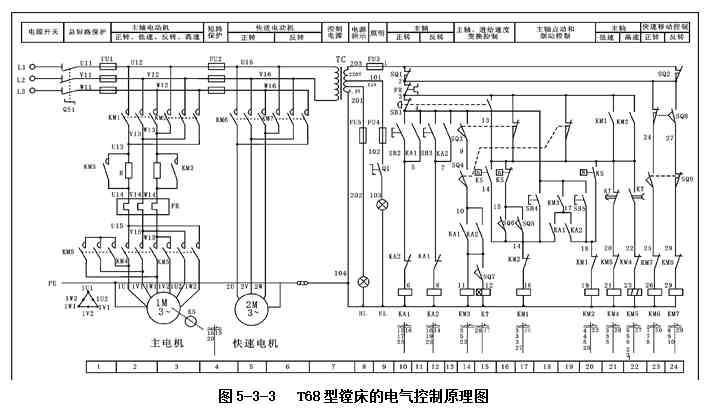
T68型镗床的电气控制原理图如图5-3-3所示。
4、T68型镗床的常见故障及排除方法
(1)主轴电动机,高低速转换不能实现。
故障原因:高低速转换是靠微动开关SQ来实现的,常见的故障是时间继电器KT不动作,或微动开关SQ安装的位置移动,造成SQ始终处于接通或断开状态。如KT不动作或SQ始终处于断开状态,则主轴电动机1M只有低速;若SQ处于接通状态,则1M只有高速。
(2)主轴电动机1M不能实现正反转点动控制,制动及主轴给变速冲动控制。生产故障原因:上述各种控制电路的公共回路上出现故障。如不能进行低速运行,故障可能在控制线路13-31-22-7-0中有断点。或导线松动,脱落,触头接触不良,否则,故障可能在主电路的制动电阻R及引线有断开点,若主电路仅断开一相电源,电动机有缺相运行时会发出嗡嗡声。